- Strona główna
- Forum
- TheFiatAndTheFurious
- [126] tlok z frezami pod zawory
[126] tlok z frezami pod zawory
Moderowane przez: Furiosus, fuso, mar125, rallyfilip
Forum » TheFiatAndTheFurious
« Starszy wątek | Nowszy wątek »
Forum » TheFiatAndTheFurious
« Starszy wątek | Nowszy wątek »
| Sortuj wg daty: rosnąco malejąco |
 Royber F&F Sympatyk 126p Poznań | 2006-12-19 22:30:52 Wszystko zależy od tego jakie masz zawory i ile głowice dziabniętą. Bo zawory są pod kątem w stosunku do osi tłoka. Dlatego zależnie ile głowa dziabnięta, to frezy powinny być w innym miejscu.
Ja mam takie frezy, ale nie pożyczam. Mogę jedynie zrobić komuś wybrania w tłokach za małą opłatą  |








rallymike Fiat 126p częstochowa | 2006-12-19 22:53:51 Zalezy na jakim walku...pod 555 i st. spr. 12-12,5 mam wzor... |
 DAWCY 126 1242ccm Żywiec (Bystra) | 2006-12-19 22:58:32 Pisalem to już kiedyś ale chyba nie na f&f.
Mój patent jest taki: jeśli zawory są fabryka to bierzesz jakieś stare i robisz coś a'la frez. Zakladając że wiesz ile glówka jest niżej i wys na jaką wystaje zawór w serii/u ciebie, wkladasz zawór do prowadnicy i przykręcasz glowice (wcześniej ustawiwszy tloki w GMP). Można sobie zaznaczyć na zaworze gdzie albo o ile mamy się "wgryźć" w tloki. Następnie przykręcasz do zawory-frezu wiertarke i "wiercisz" ile będzie potrzebne. Później tylko wszystko z opilek wyczyścić i zdaje egzamin (sam potwierdzam). |
 Parnel F&F Sympatyk 126 p /CC KRAKOW | 2006-12-19 23:07:10 
 |
 cichy_b0b F&F MEMBER Fiat 126p/ Clio RS 1 ... Poznań | 2006-12-19 23:32:34 O prosze  dzieki panowie wielkie, teraz mam pytanie, ma ktos na zbyciu jeden jaksi przykatowany zaworek 35 ssacy i 30 wydechowy??? dzieki panowie wielkie, teraz mam pytanie, ma ktos na zbyciu jeden jaksi przykatowany zaworek 35 ssacy i 30 wydechowy??? |
DAWCY 126 1242ccm Żywiec (Bystra) | 2006-12-20 01:05:33
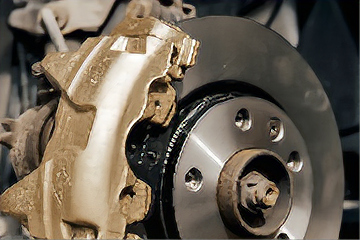
No bez przesady, to już bardziej profi, ja mialem coś takiego (widok z góry  ): ):
FREZY Efekt podobny, a mniej roboty z wykonaniem narzędzia  |
cichy_b0b F&F MEMBER Fiat 126p/ Clio RS 1 ... Poznań | 2006-12-20 20:30:06 A takei pytanie jeszcze na jaka glebokosc wgryzac sie w tlok przy walku 555 i glowicy okolo -6mm ?? |



;){kind=link}
;){kind=link}
;){kind=link}
;){kind=link}
 RUFF 126p i.e Poznań | 2006-12-21 10:02:20 A policzyłeś ile ci ucieknie kopresji przez te wybrania pod zawory? Niechce mi sie liczyć ale przy tak drastycznym wybraniu z tłoków żeby uzyskać właściwy st spręzania trza by było jeszcze doplanować głowe. |
;){kind=link}
3zeR_MDS F&F Wolny Słuchacz :) Kraków | 2006-12-21 10:04:19 no to wiem wlasnie ma za malo komprechy przy 3,8 mm planie dlatego idzie jeszcze w dol |
cichy_b0b F&F MEMBER Fiat 126p/ Clio RS 1 ... Poznań | 2006-12-21 10:21:33 Ja u siebie liczac wszystko uwzglednilem lacznei z drobnymi zmianami ksztaltu komory spalania ze wzgledu na wieksze cylindry |